Heat Shield Partition Wall for 600 °C Industrial Heat Source — Case Study with 3 Engineered Options
TL;DR — A leading Indian engineering EPC contractor (anonymised as XYZ Engineering Pvt. Ltd.) needed a heat shield partition wall to protect a sensitive electrical distribution load from a 600 °C industrial heat source located 2,000 mm away, with cold-face surface temperature capped at ≤ 40 °C. Wedge engineered three composite wall build-ups, ran steady-state heat-transfer calculations per ASTM C680 (2004), and recommended a 124 mm sandwich of 12 mm Wedge VC 900 Vermiculite-MgSi boards on both sides of a 100 mm MW 100 mineral wool core — achieving 39.5 °C cold face, well within target, at ₹ 6,720 per m² ($ 80.5 / m²) ex-works Faridabad.
📐 Get your own free thermal calculation & quote — enquiry form below →

1. The Client Brief — Why a Heat Shield Partition Wall Was Needed
XYZ Engineering operates an industrial process line where a continuous heat source running at 600 °C sits in close proximity (≤ 2 metres) to a power distribution panel housing sensitive electronics and busbar terminations. The risk profile was clear:
- Radiant and convective heat from the 600 °C zone was warming the panel enclosure beyond its design limit (40–45 °C ambient for IP-rated panels in India).
- Panel internal temperatures were drifting up, accelerating insulation ageing on cables and busbars.
- The site needed a non-combustible, fire-class A1 partition installable retrofit between the heat source and the panel — without occupying more than ~ 150 mm of floor depth.
The client specified a heat shield partition wall based on an MS steel frame with high-density boards on both sides and an insulating core, and asked Wedge to engineer the build-up and certify the cold-face surface temperature stayed at or below 40 °C.
Design boundary conditions (steady state)
| Parameter | Value |
|---|---|
| Hot side ambient | 600 °C (radiant + convective) |
| Cold side ambient | 20 °C (room) |
| Offset, heat source to partition | 2,000 mm |
| Max permissible cold-face surface temperature | ≤ 40 °C |
| Calculation method | ASTM C680 (2004), ε = 0.94, wind = 0 m/s |
| Wall area (indicative) | 100 m² |
2. Why a Composite Wall — and Why MS Frame + Boards + Core
A single-layer board solution is the obvious first thought, but at 600 °C → 40 °C across just 100 mm of any commodity insulation, no single material on the Indian market hits the target without either (a) ridiculous thicknesses, or (b) very high heat-loss values that push the cold face above 60 °C. The physics simply doesn’t allow it — you need a layered composite where:
- The hot face is a high-temperature, high-density board that survives 1,000 °C+ continuous service (so it doesn’t degrade or off-gas), reflects radiant flux, and provides mechanical protection to the soft insulation behind it.
- The core is a low-conductivity insulation chosen for its K-value at the mean operating temperature — this is where most of the temperature drop happens.
- The cold face is the same high-density board as the hot face for symmetry — keeps the wall thermally stable through cycling, gives a clean washable surface, and means installers learn only one fixing detail.
A mild-steel hollow-section frame (typically 50 × 50 × 3 mm vertical studs + 50 × 25 × 3 mm horizontals at 600 mm centres) gives the assembly its structural backbone, handles wind/blast loads on industrial sites, and lets the boards be screw-fixed cleanly with stainless-steel self-drilling screws on insulating washers. The steel itself is finished with heat-resistant aluminium paint so the cold-side surface looks industrial-grade rather than refurb-grade.
3. Three Engineered Options — Thermal Performance Compared
Wedge engineered three candidate wall build-ups and ran the full ASTM C680 (2004) plane-wall calculation for each at the same boundary conditions. The graphic below summarises the result — the same hot side, three different routes to the cold face.

3.1 Option A — 100 mm W-LD 650 Calcium Silicate Board (reference only)
A single layer of 100 mm Wedge W-LD 650 calcium silicate board (density 230 kg/m³, K-mean 0.0907 W/m·K). One product, one cut, one fix — but the maths is unforgiving.
- Cold-face surface temperature: 60.4 °C ✗ FAILS
- Heat loss through wall: 450.5 W/m²
- Surface weight: 23 kg/m²
- Total thickness: 100 mm
Verdict: fails the 40 °C target by 20.4 °C. Useful as a thermal baseline — it tells you exactly why a composite is needed.
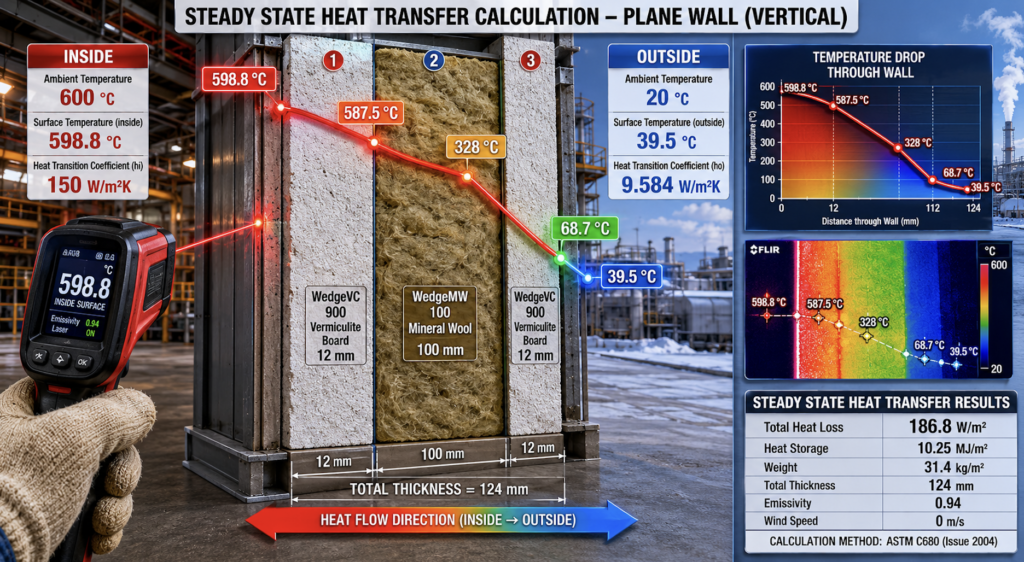
3.2 Option B — 12 VC 900 + 100 MW 100 + 12 VC 900
The composite Wedge recommended and the client accepted. 12 mm Wedge VC 900 Vermiculite-Magnesium Silicate boards on both faces (density 900 kg/m³, service temp. 1,150 °C) sandwich a 100 mm Wedge MW 100 mineral wool core (98 kg/m³, K-mean 0.036 W/m·K).
- Cold-face surface temperature: 39.5 °C ✓ PASSES
- Heat loss through wall: 186.8 W/m² (58 % less than Option A)
- Surface weight: 31.4 kg/m²
- Total thickness: 124 mm
Verdict: meets the ≤ 40 °C target with a 0.5 °C safety margin. Best cost / performance balance, materials available ex-stock from Wedge Faridabad plant, 3–4 week supply lead time.
3.3 Option C — 12 VC 900 + 50 FSMP 900 + 12 VC 900 (premium slim)
A premium slim build-up using Wedge FSMP 900 microporous insulation board (density 260 kg/m³, K-mean 0.0242 W/m·K — about 33 % lower than mineral wool) as the core, so the wall finishes at only 74 mm total — 40 % thinner than Option B.
- Cold-face surface temperature: 44.7 °C ~ MARGINAL
- Heat loss through wall: 248.0 W/m²
- Surface weight: 34.6 kg/m²
- Total thickness: 74 mm
Verdict: marginal — overshoots target by 4.7 °C. Only justified where wall thickness is the dominant constraint (cramped retrofit with ≤ 80 mm mandatory), and where a small forced-ventilation air gap can pull the cold side back to ≤ 40 °C.
4. Wall Cross-Section — How Option B Is Built
The recommended wall is engineered as a true sandwich panel. The cross-section below shows the layer order, dimensions, MS frame integration and fastening detail.

Layer-by-layer specification
| # | Layer | Thk. (mm) | Density (kg/m³) | Service Temp. (°C) | K-mean (W/m·K) | Interface T (°C) |
|---|---|---|---|---|---|---|
| 1 | Wedge VC 900 Vermiculite-MgSi Board (hot face) | 12 | 900 | 1,150 | 0.1997 | 598.8 → 587.5 |
| 2 | Wedge MW 100 Mineral Wool slab (core) | 100 | 98 | 650 | 0.036 | 587.5 → 68.7 |
| 3 | Wedge VC 900 Vermiculite-MgSi Board (cold face) | 12 | 900 | 1,150 | 0.0771 | 68.7 → 39.5 |
| TOTAL (boards + core only) | 124 | Cold face 39.5 °C — meets ≤ 40 °C target | ||||
Materials and accessories
- Boards: 12 mm Wedge VC 900 — high-density vermiculite + magnesium silicate composite, fire class A1 (non-combustible per EN 13501-1), zero combustible content, dust-free finish.
- Core: Wedge MW 100 mineral wool slab — 98 kg/m³ rigid slab, A1 non-combustible, hydrophobic-treated, dimensionally stable up to 650 °C.
- Structural frame: mild-steel hollow sections — 50 × 50 × 3 mm verticals + 50 × 25 × 3 mm horizontals at 600 mm centres, primer + heat-resistant aluminium paint.
- Fixing: M5 stainless-steel self-drilling screws on ceramic insulating washers @ 300 mm centres around board perimeter; 14 nos per m².
- Sealing: ceramic gasket rope ø 8 mm at hot-face joints + Wedge INTUF 20 intumescent strip 25 × 2 mm at all joints — foams to ~ 10× volume at ≥ 200 °C, sealing any joint movement.
5. At-a-Glance Comparison & Commercial Summary
For the 100 m² scope, here’s how the three options stack up commercially. All prices indicative ex-works Wedge Faridabad plant, freight extra; 18 % GST applicable.

| Option | Cold-face (°C) | Total Thk. (mm) | Rate / m² (₹) | Total 100 m² (Inc. 18 % GST) | Verdict |
|---|---|---|---|---|---|
| A — W-LD 650 single layer | 60.4 ✗ | 100 | 6,000 | ₹ 7,08,000 | Fails target |
| B — VC 900 + MW 100 + VC 900 ★ | 39.5 ✓ | 124 | 6,720 | ₹ 7,92,960 | Recommended |
| C — VC 900 + FSMP 900 + VC 900 | 44.7 ~ | 74 | 23,500 | ₹ 27,73,000 | Premium slim only |
For a project of this size, the delta between the failing Option A and the recommended Option B is just ₹ 85,000 — or about ₹ 850 per m² — to go from a non-compliant 60 °C cold face to a compliant 39.5 °C cold face. That’s the kind of decision that’s straightforward when the maths is on the table.
6. Why XYZ Engineering Chose Option B
- It meets the brief. 39.5 °C cold face with a 0.5 °C safety margin is the only option that’s actually compliant. Option A fails. Option C is marginal.
- The materials are field-proven and available ex-stock. Wedge MW 100 mineral wool and Wedge VC 900 vermiculite-MgSi boards are both manufactured at Wedge’s Faridabad plant — no overseas lead times, no exchange-rate risk. Lead time for 100 m² is 3–4 weeks.
- The cost is sensible. At ₹ 6,720 per m² ex-works (₹ 7,92,960 inclusive of GST for 100 m²), it’s only 12 % more expensive than the failing single-layer reference and a fraction of the FSMP 900 microporous alternative. Best thermal performance per rupee of the three.
7. Where Else Does This Build-Up Apply?
The same engineered heat shield partition wall — 12 mm VC 900 + 100 mm MW 100 + 12 mm VC 900 — solves a recurring problem set across Indian industry:
- Power distribution rooms adjacent to furnace floors (steel, glass, ceramic, cement industries).
- Control room enclosures in chemical and petrochemical plants where flare stacks or heat exchangers are nearby.
- Battery and inverter rooms in solar / wind / storage installations where high-temperature equipment shares wall space with electronics.
- Boiler house compartmentation in pharma, food and FMCG plants needing fire-rated separation between hot and cold zones.
- Diesel generator rooms in commercial buildings where exhaust manifolds run close to occupied spaces.
- Foundry and forge shop equipment screens — protecting operators, electrical panels and CNC machines from radiant heat.
- Data centre adjacencies where building services equipment (chillers, DG sets) sit on the same floor as IT loads.
If your operating temperature is below 600 °C (350–500 °C), the same build-up will perform even better — the cold-face will run cooler still. If it’s above 600 °C — up to 900 °C continuous — the design needs a thicker VC 900 hot face and the FSMP 900 microporous core becomes a serious contender on its own merit. We engineer each project from the boundary conditions outwards.
8. The ASTM C680 Calculation Methodology — In Plain English
ASTM C680 is the international standard for steady-state heat transfer through multi-layer planar insulation systems. In plain English, it lets us calculate exactly what surface temperature, heat flux and interface temperatures you’ll get from a given wall build-up at given hot- and cold-side ambient conditions. We use it for every Wedge heat shield, furnace lining and cryogenic build-up because:
- It accounts for temperature-dependent thermal conductivity — K-values for most insulation materials rise with temperature (a mineral wool slab is more conductive at 400 °C than at 100 °C).
- It handles multi-layer assemblies with internal interface temperatures — you get to see exactly what each layer is doing.
- It includes surface heat-transfer coefficients (radiation per ε and convection per geometry) at both ambient interfaces — not just bulk conduction.
- It’s the standard most international project specs and consultants reference, so the output is defensible in any technical review.
For this project, every option was modelled at ε = 0.94 (typical industrial painted surface), wind speed 0 m/s (indoor still air), in a steady-state vertical plane-wall configuration. The full calculation sheets formed part of the commercial proposal — happy to share the methodology under NDA on request.
9. What Was Supplied vs. What the Site Contractor Did
Wedge supplied the engineered material kit — boards cut to size, MS frame components pre-fabricated and primer-painted, fasteners, gaskets, intumescent strips, MTCs and shop drawings. The client’s site contractor handled:
- Site survey and structural anchoring design (we provided drawings; their structural engineer signed them off).
- Civil work — floor levelling, scaffolding, lifting.
- Installation labour — typically 2 fitters + 1 helper per 25 m² per day for this build-up.
- Transit and at-site insurance.
- Statutory NoCs and earthing of the MS frame.
This material-supply model is how Wedge typically engages with EPC contractors, project engineering houses and process consultants. We do the engineering and the manufacturing; you (or your installation contractor) do the install. We also offer full turnkey supply + installation for projects where the client prefers a single point of accountability — ask us for a turnkey quote if that suits your project structure better.
10. Frequently Asked Questions
Q. Can the same heat shield partition wall handle 800 °C or 1,000 °C hot side?
Yes — the VC 900 hot-face board is rated for 1,150 °C continuous service. For hot sides above 600 °C, we adjust the build-up: thicker hot-face board (25 mm or 50 mm VC 900) and a higher-grade insulation core (microporous FSMP 900 or FSMP 1000 instead of mineral wool). Each design is calculated specifically — please share your boundary conditions with us.
Q. What if the cold-side ambient is higher than 20 °C — say 40 °C in a hot factory?
The cold-face surface temperature in any ASTM C680 calculation includes the cold-side ambient as a boundary. If your factory ambient is 40 °C, the cold-face target becomes “ambient + acceptable rise” — typically within 5–10 °C of ambient for touch safety. We re-run the calculation for your actual conditions.
Q. Is this build-up fire-rated?
The wall as designed is fully non-combustible (all materials A1 / non-combustible per EN 13501-1 / IS 12777). For a certified fire-resistance rating (60-, 90- or 120-minute integrity + insulation), we’d add a tested intumescent assembly and provide a fire-test certificate from an accredited Indian lab. Talk to us about your specific F-rating requirement.
Q. Lead time from order to delivery?
For Option B (mineral wool core): 3–4 weeks ex-works Faridabad once advance and technical clearance are received. Option C (microporous core): 5–6 weeks. Both timelines assume standard sheet sizes; custom sizes add 1 week.
Q. Can you handle export orders?
Yes — Wedge Industries Limited exports to 45+ countries. Heat shield partition walls of this type have shipped to UAE, Saudi Arabia, Qatar, Nigeria, the UK and Australia in the last 24 months. Ask us about FOB/CIF rates and pre-shipment inspection options.
11. Get Your Own Heat Shield Partition Wall — Free Thermal Calculation + Quote
📐 Free ASTM C680 Calculation & Quote — within 48 working hours
If you’re designing a high-temperature partition wall and want the same engineering rigour applied to your project, share the brief with us. No cost, no obligation — just engineering.
Share with us: hot-side operating temperature · cold-side ambient · cold-face target · wall area (m²) · site location · preferred scope (supply-only or turnkey).
Reach Ashwini — EA to Country Manager, Wedge Industries Limited
About Wedge Insulation
Wedge Industries Limited is an Indian manufacturer and EPC contractor specialising in industrial insulation, refractories, passive fire protection and engineered building materials. Manufacturing presence in India, UK, Spain and China; exports to 45+ countries. Our engineering team has delivered heat-shield, furnace-lining and cryogenic insulation systems for cement, steel, glass, ceramic, petrochemical, power, pharmaceutical and electronics clients across South Asia, the Gulf and Africa.
Related product pages
- Wedge VC 900 Vermiculite-MgSi Board — TDS & spec
- Wedge MW 100 Mineral Wool Slab — TDS & spec
- Wedge FSMP 900 Microporous Insulation — TDS & spec
- Wedge Calcium Silicate Boards — full range
- Wedge INTUF 20 Intumescent Fire Strip
Client name and project specifics anonymised under NDA. All thermal performance figures are from genuine ASTM C680 (2004) steady-state calculations performed by Wedge’s engineering team dated 27 May 2026.
